What are Coordinate Measuring Machines?
Coordinate Measuring Machines, also known as MMC either Three-dimensional machines, are systems that analyze the geometric shapes of physical objects. These machines use a probing system to detect specific points on the surface of the objects.
These systems are mainly used for Evaluate whether a part or assembly complies with the original designThey are integrated into quality control processes to verify the dimensions of manufactured components and prevent potential quality problems.
Compared to manual inspections or the use of conventional measuring instruments such as micrometers and height gauges, CMMs offer advantages such as: Greater accuracy, speed and reduced human error.
Origin of MMC
The first Three-Dimensional Machine emerged in the 1960s, initially developed by the company Ferranti andn Scotland during the 1950s. This two-axis CMM used a 3D tracking device with a basic digital readout indicating XYZ coordinates. Ferranti used this CMM to measure high-precision components for its military products, and three-axis models were subsequently developed in the late 1960s.
Manual vs Automatic – differences between CMMs
Control
In manual Coordinate Measuring Machines the operator directly controls the probe via a manipulator or arm, which requires skill and dexterity to carry out accurate measurements. Automatic CMMs are controlled by software and hardware that automate the measurement process, reducing human intervention and increasing accuracy and speed.
Accuracy and Repeatability
Automatic 3D machines are typically more accurate and repeatable than manual ones because they eliminate the possibility of human error during the measurement process.
Speed
Automatic CMMs are generally faster than manual ones, as they can perform measurements quickly and efficiently thanks to their automation.
Complexity of measurements
Automatic machines are more suitable for complex and detailed measurements, as they can perform programmed movements and measurements on multiple axes simultaneously, making it easier to capture data in complicated geometries.
Load capacity
Manual CMMs can be more flexible in terms of load capacity as they rely on the operator's strength to hold the measuring probe, allowing them to measure objects of different sizes and weights.
Automatic machines usually have a limited load capacity, as they are designed to operate within certain weight and size ranges.
Types of Coordinate Measuring Machines
There are several types of CMMs, classified mainly according to their structures, each with its own advantages and limitations:
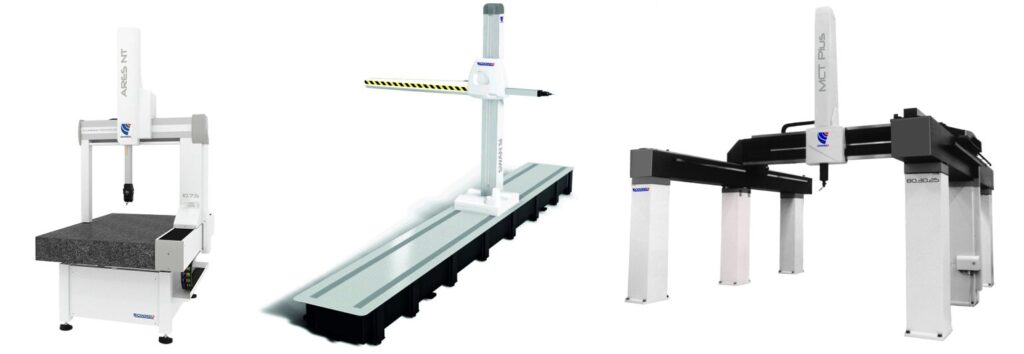
MMC Bridge
They move along three axes (X, Y, Z) in a Cartesian coordinate system, using a probing system. Each axis has a sensor that monitors the position of the probe with high precision, recording points on the surface of the object. These points form a mesh that represents the area of interest for inspection.
Advantages:
- High precision, making them ideal for parts with tight tolerances.
- Suitable for measuring small to medium sized components.
- Ability to perform multi-sensor measurements such as surveys and scans.
Disadvantages:
- Expensive to acquire and maintain.
- Limited measuring volume.
- Lack of portability, requiring the piece to be taken to the system or using additional machinery for its transport.
- Sensitive to vibrations, so their use is recommended in controlled environments such as metrology laboratories.
- Need for rigid mounts for each inspected part.
- They require trained personnel for their programming and operation.
Arm MMC
As the name suggests, they feature probes mounted in horizontal position, unlike other Coordinate Measuring Machines that have vertically mounted probes. These machines are specially designed designed to measure long and thin objects, such as sheet metal, which could not be effectively inspected with vertical machines. They are also useful for inspecting hard-to-reach geometries.
Advantages:
- Large measuring volume, especially useful for large and thin parts.
- Excellent choice for parts with tight tolerances.
- It does not require a significant foundation base, making it easy to install.
- Quick and easy installation, taking up less space.
- Requires less ceiling height compared to other types of CMM.
- Lower cost compared to other CMMs.
Disadvantages:
- Lower accuracy compared to other CMMs.
- Fixed measuring volume.
- Lack of portability, since the part must be brought into the system.
- Sensitive to vibrations, requiring use in controlled environments such as metrology laboratories.
- Need for rigid mounts for each inspected part.
- Requires trained personnel for programming and operation.
MMC Gantry
They are similar to bridge Coordinate Measuring Machines, but generally bigger, and are designed to avoid the need to lift parts onto a table. They offer comparable levels of accuracy and are commonly used for Large or heavy piecesThese machines must be mounted on a solid base, directly on the ground.
Advantages:
- High precision, ensuring accurate measurements.
- Large measuring volume, making it easy to inspect large or heavy parts.
- Ease of loading and unloading components compared to bridge CMMs.
Disadvantages:
- Expensive to purchase and maintain.
- Limited measuring volume.
- Lack of portability, requiring the part to be carried to the system or significant assembly/disassembly required for transport.
- They require considerable floor space.
- Sensitive to vibrations, so recommended for use in metrology laboratories.
- Need for rigid mounts for each inspected part.
- They require trained personnel for their programming and operation.
6 Keys to choosing your Coordinate Measuring Machine
First you must be clear about the purpose of the machine you are looking to purchase, that is, what are the characteristics of the product you are going to measure. Next, you have to take into account various parameters:
6 keys:
- Size – must be 20% larger than the maximum size of the piece you are going to measure (in the X, Y, Z directions).
- Precision – the accuracy of the machine must be 6 times greater than the most restrictive total tolerance of the part to be measured. For example, for a tolerance of ±0.05, an accuracy of 0.10/6 = 0.017 is required.
- Palpation system – The head can be manual or motorized with limited or unlimited angle. If you need to reduce measurement times and less operator dedication, a motorized head is necessary, such as a Renishaw PH10. If time is of the essence, a 5-axis head, such as the Renishaw PH20, it is three times faster and has unlimited orientation angles.
- Ease of handling – The software must allow an “operator” mode, so that any worker without metrology knowledge can execute the measurement programs. The programming will be carried out by an internal or external metrologist. Téciman regularly offers this service.
- Growth and update – Don’t depend on a single supplier. The machines installed by Téciman are “open”, so any of our competitors could update them or sell an additional machine with the same software.
- Budget – If you have a tighter budget, you can opt for retrofitted machines at the latest level, which provide similar benefits to a new one, with the same warranty, but at a more competitive price.
In Teciman We are experts in Coordinate Measuring Machines, we have a wide catalogue of three-dimensional machines, COORD3 and Renewed by our technicians. We are partners of Renishaw, national and international leaders in 3D metrology.
And once you have your three-dimensional machine, remember that it must calibrated periodically. The Spanish Association for Quality (AEC) recommends once a year. Téciman can make a Plan of Maintenance and Calibration multi-year programme adapted to the level of precision required by the parts to be measured. Contact us for more information by email teciman@teciman.com or by phone at 947209141.